TIG welding aluminum has some unique challenges. As with most things, a little experience goes a long way. Once you’ve learned the basics, you can weld aluminum with few problems.
5 tips for TIG welding aluminum
1. Clean everything scrupulously
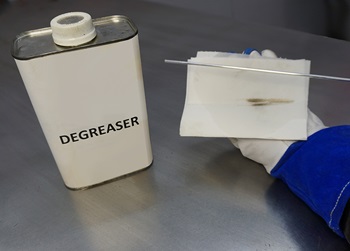
TIG welding aluminum requires that everything be squeaky clean, and this is particularly important with aluminum. Any trace of oil can cause porosity and may inhibit the flow of molten metal. I recommend getting in the habit of using a degreaser, since even the invisible oil from your hands can cause problems.
Put some degreaser on a clean cloth and wipe down the base metal and the welding rod. Even brand-new rod that looks clean and shiny can have a surprising amount of crud on it. I’m often surprised at the amount of black residue that comes off the rod when I wipe it down.
If there is any paint, corrosion or anodizing on the metal, you need to remove it. It’s best to clean off any oil or grease first; otherwise you’ll be driving the contaminants into the pores of the metal as you sand or wire brush it. I often use a non-woven abrasive disc for cleaning off paint or corrosion.

The key property that makes aluminum challenging to weld is the oxide film that forms almost instantly on any exposed surface. Aluminum melts at about 1,200 degrees Fahrenheit, and aluminum oxide melts at nearly 4,000 degrees. This oxide film can inhibit the metal from flowing together to make a weld.
You should always use a wire brush to clean the joint right before you begin welding. It’s best to have several brushes; mark them so one is dedicated for each of the metals you weld. This will prevent cross-contamination of your material.

On butt welds, you sometimes see a black line on the back side of the joint and occasionally there may be incomplete fusion. The oxide film on the edges of the metal is often the cause.
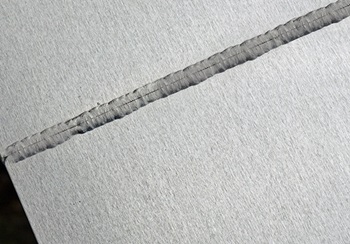
To get complete fusion, clean the edges with a sharp file just before you tack the parts together.

2. Get a clear view
A friend of mine has a great saying: “If you can’t see, you can’t weld.” And this is so true. I’ve used a magnifying lens inside my helmet for many years, and now I have trouble welding without this aid.

Additional lighting can help, too. Many hobbyists keep a work light handy to illuminate the joint when needed. You can even attach battery-powered lights to a helmet.

I’ve used the Miller® welding helmets that feature ClearLight™ Lens Technology for a couple of years — and since it doesn’t have a green tint like older welding lenses, it shows colors more naturally. This also increases the contrast, making it easier to see the joint as you’re welding.
3. Select the proper filler rod
There are a lot of aluminum alloys, and it’s important to select a filler rod that’s compatible with what you are welding.
Most of the work I’ve done with plate and extrusions has been with 6XXX series aluminum — and 5356 filler rod is the best match for these alloys. 5XXX series aluminum is available in a wide range of thicknesses, from thin sheet to heavy plate, and either 5356 or 4043 filler rod can be used for these alloys.
I’ve done a lot of aluminum bodywork on cars and motorcycles, and 3003 aluminum is the most common alloy used for this application. 1100 filler rod is the best match for this alloy.
There are a lot of alloys used for cast parts but most have a high silicon content, and 4043 rod is usually the best match for these.
It’s important to select the correct rod diameter too. For metals up to 1/8-inch, it’s best to use a rod diameter that’s close to the thickness of the metal.
A lot of people think that making their own filler rod by cutting thin strips from the base metal will give them the best match of chemistry. While this may work in some instances, it’s crucial that you do not weld 6061 aluminum using 6061 as filler metal. This will result in a weld that cracks as it cools!

4. Keep the electrode close to the puddle
I’ve coached a lot of people on TIG welding aluminum over the years, and there is one simple tip that helps almost everyone — keep the tungsten electrode close to the weld. The heat for TIG welding comes from the arc that streams from the tip of the electrode to the workpiece. Because this arc is shaped like a cone, the farther you hold the torch from the work the wider it gets, making the puddle larger. When it gets too big, the molten metal falls away, making a hole. Even when welding heavy plate, your control is increased by keeping the tungsten close to the puddle.
Of course, the closer you hold the electrode to the weld, the more difficult it is to keep from accidentally touching it to the puddle (which will contaminate the electrode), but if you’re holding the electrode more than about 3/16-inch away, your control (and your welds) should improve by moving in closer.
5. End the weld correctly
Aluminum expands more with heat than most other metals. This means that if you end a weld abruptly, you’ll get a shrink crater.
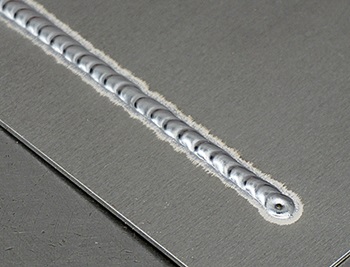
Even more problematic: if you look closely at the crater you will probably see cracks. Tiny cracks tend to grow on heavily stressed parts, which can cause the weld to fail in extreme situations. To avoid this, you need to use the correct technique when ending an aluminum weld.
Start reducing the heat as you near the end of the weld, while continuing to ad

I hope you put these tips to use; and if you do, I think you’ll see immediate benefits!