When MIG welding aluminum, obtaining good quality and productivity depends on using the right welding process and system. This may seem like common sense, but many fabricators get hung up on purchase price vs. life cycle costs, or they try to weld aluminum with the same processes and systems used for steel.
As Fig. 1 shows, aluminum’s properties differ greatly from those of steel, and those properties create welding challenges. Some of the common issues include:
-
Excess heat input leading to burn-through or warping on thin materials
-
Poor bead appearance
|
Property
|
Mild Steel
|
Aluminum
|
|
Density [g/cm3]
|
7.85
|
2.70
|
|
Thermal Conductivity [Btu/(hr-ft-oF)]
|
26.0 – 37.5
|
136
|
|
Melting Point [oF]
|
2,750
|
1,220
|
|
Young’s Modulus [Ductility, in GPa]
|
210
|
70
|
|
| Fig. 1 ALUMINUM AT A GLANCE. Aluminum conducts heat about five times better than steel, melts at a much lower temperature and its three times more ductile. |
-
Wire feeding issues, including bird’s nests, burnback and erratic feeding
-
Difficulty meeting production goals/customer deadlines
-
Difficulty training operators/finding good welders
-
Excess spatter, grinding or post-weld rework
-
Poor fusion or over-welding
-
Bleed-through on the back side of the weld
-
Can only weld in the flat or horizontal position (e.g., unproductive time while repositioning weldments)
Fortunately, the newest generation of pulsed MIG welding systems addresses these issues. Even better, they generally provide a quick return on investment through increased productivity, reduced downtime and better weld quality.
The Case for Pulsed MIG
Because aluminum quickly transfers heat away from the weld area, establishing the weld puddle takes more energy than with steel. However, because aluminum has a relatively low melting point, thin sections of aluminum (which have less mass to transfer heat) are especially prone to burn-through and warping. In short, there’s a fine line between providing sufficient energy to ensure good fusion, yet controlling the heat input to prevent problems.
In many aluminum applications, such as trailer, truck body and components (e.g., cargo boxes), boat and sign fabrication, material thicknesses tend to be 3/8-in. and thinner. For thin components, the pulsed MIG welding process solves heat control issues.
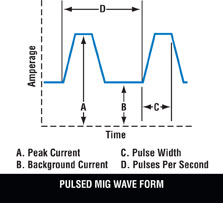 |
| Fig. 2 GOOD FORM. Pulsing between a high peak and low background current creates many welding benefits. |
For heavy sections of aluminum, pulsed MIG provides the ability to weld out-of-position. This eliminates the need to reposition the weldment, saving time (the spray transfer process is only suitable for welding in the flat and horizontal positions because the weld puddle is so fluid that it would otherwise roll out of the joint). Pulsed MIG also provides better control over the weld puddle, enabling new operators to easily learn the process and experienced operators to control bead appearance.
Pulsed MIG works well with both thin and thick sections because it is a modified spray transfer process. The welder switches between a high peak current and a low background current 30 to 400 times per second (see Fig. 2).The peak current pinches off a spray transfer droplet and propels it toward the weldment. The background current maintains the arc, but the heat input is too low for metal transfer to occur.
The peak current pulse ensures good fusion, overcoming concerns related to cold lap, a common issue with short circuit MIG on aluminum. It also provides faster travel speeds, which improves productivity. The background current lowers overall heat input (see Fig. 3), addressing the burn-through and warping issues commonly associated with spray transfer MIG.
A cooler weld puddle also permits all-position welding (the puddle is less likely to sag or look excessively convex), and it helps bridge gaps when fit-up is less than optimal. Pulsed MIG also provides the operator with excellent directional control over the molten weld puddle, which improves bead appearance (see Fig. 4).
|
|
|
|
Travel speed (in. per min.)
|
Heat Input (KiloJoules/in.)
|
|
Spray MIG*
|
18.0 V
|
94 A
|
24 IPM
|
4.23 K
j/in.
|
|
Pulsed MIG*
|
18.0 V
|
69 A (average)
|
19.5 IPM
|
3.82 Kj/in.
|
|
| Fig. 3 HEAT CONTROL. The pulsed MIG process provides better control over heat input. It can enable fabricators to eliminate burn-through and warping issues, weld out-of-position, use larger diameter filler wires and improve productivity while lowering operating costs. *Filler wire: 3/64-in. diameter 4043 aluminum. |
As an economic benefit, pulsed MIG welding allows using larger filler wire diameters, such as.047 in. instead of .030 in., to weld thin gauge material. An .047 wire improves feeding performance because larger wires are stiffer and feed better, increases the deposition rate and saves money. A 20-lb. spool of .030-in aluminum filler wire costs $92, where a spool of .047-in. wire costs $74.00, a difference of $0.90 per pound. Add in the decreased time and materials for rejected parts, and pulsed MIG may be the best welding process for your particular application.
 |
|
Fig. 4 TIG SUBSTITUE. Pulsed MIG (top bead) improves bead appearance and puddle control so much that pulsed MIG can substitute for AC TIG (bottom bead) in many applications. Switching processes often increases travel speeds by 30 percent or more.
|
New Pulsed MIG Equipment
Many of today’s pulsed MIG welding systems are designed with simple interfaces and include technologies that help operators produce high-quality welds, which is beneficial for operators of all skill levels. The Millermatic® 255 and Millermatic 355 MIG welders from Miller are two such examples.
 |
| Fig. 5 IN CONTROL. Today’s pulsed MIG technology enables welders to easily create weld beads of just the right size to eliminate excess heat input, over-welding and post-weld grinding-leading causes of poor productivity. |
The Millermatic 255 can help increase efficiency and productivity for light manufacturing and fabrication users. The user-friendly interface features a 7-inch color LCD display to help ensure proper machine setup and parameter selection, reducing setup time and increasing weld time. In addition, Auto-Set™ Elite technology offers predefined weld settings to increase ease of use, and program mode allows easy save and recall of favorite weld settings. The 255 connects to 208- or 240-volt input power and welds up to ½-inch aluminum, stainless and mild steel.
The Millermatic 355 is designed for general manufacturing and fabrication. It also features the 7-inch color LCD display and Auto-Set Elite technology to help reduce setup time and ensure proper weld parameters. In addition, the 355 has Trigger Program Select, which increases productivity by eliminating the need for the operator to go back to the machine to change weld settings. They can simply tap the gun trigger to select the program. The 355 connects to any North American input power and welds up to ½-inch aluminum, stainless and mild steel.
New Pulsing Technology
New pulsed MIG systems feature built-in pulsing programs for 4000 and 5000 series aluminum wires in .035- and .047-in. (3/64th) diameter (as well as mild steel, stainless steel and other wire types). Most importantly, the systems are operator-friendly. In many cases, all operators do set wire feed speed to match the application: use faster speeds for thicker material and slower speeds for thinner material. The systems adjust all other voltage and pulsing variables automatically.
In this respect, new pulsed MIG systems-where operators only need to adjust wire feed speed-are actually easier to use than conventional MIG systems, which require operators to fine tune both wire feed speed and voltage.
New pulsing technology enables operators to easily adapt to different joint configurations by adjusting arc cone width, which in turn controls bead width (see Fig. 6). A wider bead can tie-in both sides of a joint or help with an outside corner; a narrow bead helps provide good fusion at the root of a joint.
 |
| Fig. 6 USER FRIENDLY. New pulsing technology adapts to operator preferences through arc length adjustments. |
One of biggest differences with new pulsing technology compared to old pulsing technology is that it does not force operators to hold a longer arc. It adapts to individual preferences so they don’t have to change their welding style. Using an arc length control function on the front panel, operators can set the arc length the want. Even better, the machine holds arc length constant regardless of electrode stick-out, which helps when welding in deep corners.
With just three variables to adjust-wire feed speed, arc length and arc cone width-experienced MIG welders can learn to use new pulsed MIG systems with just a few hours of training. They often become more productive in just one day. For companies that struggle to find and train new welders, pulsed MIG can reduce the learning curve. Some companies have successfully taken fork truck drivers with good work ethics and turned them into productive welders with just two or three weeks of training.
Feeders for Aluminum
As has been shown, many (if not most) aluminum fabricators would benefit from upgrading to welders with pulsed MIG capabilities. The same holds true for their wire feed system. Many fabricators first enter the aluminum marketing by purchasing a spool gun. A spool gun eliminates the possibility of birdnesting by putting a 4-inch (1-lb.) spool on the gun, so the wire only feeds a few inches.
However, a spool gun needs to have the roll changed after every pound of wire is used, compared with the 8- to 20-lb. spool on a push-pull system. If the operator is using several pounds of aluminum per day, the few minutes need to change spools can add up. Also, the chance of burnback exists when the end of a spool is reached, so many operators stop when a few turns are left on the spool. For any fabricator using several spools of aluminum per day, a push-pull system makes better economic sense.
With a push-pull gun, a motor in the gun pulls the wire through the liner, while the motor in the welder or feeder control becomes an assist motor. By maintaining consistent tension on the wire, the push-pull system helps eliminate birdnesting. It is more ergonomic than the spool gun, since the weight of the spool is not in the operator’s hands. Also, the spool needs to be changed less often than on a spool gun and allows the purchase of larger spools.
The only disadvantage to a push-pull system is their relatively higher initial purchase price, but the increased productivity and the financial advantage of buying larger spools usually provide a quick return on investment. When you compare the cost of 20 1-lb. spools of .030-inch 4043 aluminum filler wire with one 20-lb. spool of the same diameter wire, plus the time to change 20 spools versus one spool, you’ll see that for high volume use, a push-pull system makes financial sense.
A welding distributor, picked at random, lists a price for a 1-lb spool of .030-inch aluminum wire as $5.23. A 20-lb. roll lists for $92, which works out to a difference of $0.63 per pound. Now, add the time for 20 spool changes (and possibly burnbacks) for the spool gun as compared with one change for the larger spool. At 5 minutes to change a spool, that’s 95 minutes of extra time for each 20 lbs. of filler wire used.
A New Gun for Aluminum
In addition to welding machine advances, new advances exist with wire feeders for aluminum. For example, Miller’s new XR-Aluma-Pro gooseneck-style MIG gun optimizes feeding performance for 4000 and 5000 series aluminum through a two-position, series-specific tension control (see Fig. 7). Proper drive roll tension solves problems related to wire burnback, erratic feeding and arc fluctuations, helping aluminum fabricators improve productivity.
 |
| Fig. 7 TOP GUN. The XR-Aluma-Pro provides different tension settings for 4000 and 5000 series aluminum wire. Proper tension eliminates many causes of poor feeding. |
Miller factory tests and pre-sets the tension on every XR-Aluma-Pro gun for 4000 series aluminum (a softer wire requiring a lighter setting) and 5000 series aluminum (a harder, more abrasive wire requiring more tension). When switching wire types, operators change tension using a screwdriver to turn a control on the side of the gun to one series-specific tension setting or the other (no in between setting is possible).
Other MIG guns give operators free reign to fully adjust tension settings. Typically, operators think, “tighter is better.” Unfortunately, too much tension deforms the wire and creates metal savings. Shavings create feeding problems by clogging the drive rolls and working their way into the head tube, which leads to erratic feeding, “micro arcing” within the contact tip and wire burn-back. These problems increase downtime, maintenance time and consumables cost.
The air-cooled XR-Aluma-Pro is the first push-pull gun rated for welding at 300 amps/100 percent duty cycle, 100 amps more than competitive guns. A higher duty cycle can eliminate the need for a water-cooled gun when welding
aluminum up to 3/8-in. thick, thus reducing equipment acquisition costs by about $1,100.
 |
| With pulsed MIG, operators are better able to control the amount of heat input into the metal. |
For welding thicker aluminum at higher amperages, Miller offers the water-cooled XR-Aluma-Pro, rated for welding at 400 amps/100 percent duty cycle. Features common to both guns include a 3-3/4 turn potentiometer for wire feed speed (WFS) control that provides better resolution and is easy to adjust while wearing welding gloves. An easy-to-rotate, self-seating head tube allows better access to tight spots, while a replaceable feed cable liner reduces parts cost and service time.
In conclusion, MIG welding aluminum is challenging, but it does not have to be a headache. Just use the right equipment and processes. Expecting good results on aluminum with a system designed for carbon steel is like asking a carpenter to frame a house with a wrench instead of a hammer. Both tools will make a weld or drive a nail, but only one optimizes productivity, profitability, quality and operator satisfaction.