Executive Summary
- Productivity increased by 25 percent.
- Reject and scrap rates are at the lowest in company history.
- Cut 19 seconds from the cycle time and 50 percent from the arc-on time (which also reduced shielding gas use by 50 percent).
- Achieved a 143 percent return on investment (ROI).
- AutoCal automatic calibration feature ensured consistent and repeatable results with minimal downtime when installing new power sources into existing robot cells.
- Productivity increases opened door to more Kaizen and Total Preventative Maintenance (TPM) activities.
Tier-1 Automotive Supplier Boosts Productivity 25 Percent After Retrofitting Fanuc Robots With Miller's Auto-Axcess Systems
 |
|
DTR assistant manager-production engineering Tim Taylor (at left) and DTR production engineer Eric Walton. Taylor reports that, “Auto-Axcess helps us assure our customers that we’re reducing variation and producing the same part every day. Its nice to have a company like Miller who thinks about their customers and how we use their product.”
|
Christmas miracles do come true, or at least they did for the associates and engineers managing the robotic welding stations on DTR Industries, Inc.’s anti-vibration engine mount line. The miracle? For the first time since this tier-1 automotive supplier began production at its Midway, Tenn., facility, everyone on the engine mount line had weekends off between Christmas and the New Year.
“We normally run the engine mount line six days per week, as well as some Sundays, to build up inventory,” says Eric Walton, production engineer, welding, DTR. “The way we were MIG welding was very slow and difficult. The robotic welding cell had to run perfectly all day to meet our production target, and we would rarely get it. Then, beginning in October 2005, we retrofitted five Fanuc robots with Auto-Axcess™ systems from Miller. The Auto-Axcess with Accu-Pulse™ got rid of spatter, reduced reject and scrap rates, and decreased our cycle time. Now we meet or exceed our production target every day.”
Tim Taylor, production engineering assistant manager with DTR, says that, “The net effect over a six-month period has been a productivity increase of 25 percent. We also cut 19 seconds from the welding cycle and cut arc-on time by 50 percent, which also reduced shielding gas use by 50 percent. I calculated a return on investment of 143 percent and a payback time of .43 years. This easily justified buying the Auto-Axcess welding systems.”
The Auto-Axcess 450 is a multi-MIG welding system that provides the perfect arc for production MIG welding applications. This includes traditional spray, pulsed and short circuit transfer MIG and two innovative Miller hybrid processes, Accu-Pulse and RMD™ (Regulated Metal Deposition).
Auto-Axcess represents the next generation of Miller inverters. Its software driven controls optimize all aspects of the welding process by capturing the knowledge of an experienced welding engineer and put it inside the machine in the form of digital code. Software combined with the power supplies faster response rate can sense arc poor conditions and correct fluctuations in contact tip to work distance which in turn improves weld quality and productivity.
The Cost of Quality
DTR’s parent company, Tokai Rubber Industries of Japan, is working to globalize its corporate activities to respond to the local procurement needs of its customers, primarily automobile manufacturers, as well as adapt to the intensifying international competition and changing business environment. Since establishing DTR in North America in January 1988, the company has developed a global system encompassing the four main regions of Japan, the United States, Europe and Asia.
The first North American DTR facility was established in Bluffton, Ohio, to manufacture anti-vibration rubber and hoses for automobiles. That venture succeeded quickly, and the company opened facilities in Midway and Tazewell, Tenn., shortly thereafter. The Midway DTR operation promises its key customers (which include Toyota, Honda, Nissan), that it will deliver products on time, per customer requirement, with no delivery errors and no late shipments.
Allowing even a single non-conforming part to reach the customer is not an option. However, achieving a perfect output on the engine mount line often required going over the number of man-hours allotted in the production plan, which in turn drove up piece-part costs. DTR incurred these additional hours largely due to some of the industry’s most common welding problems: excess spatter, poor arc starts and insufficient weld penetration.
 |
|
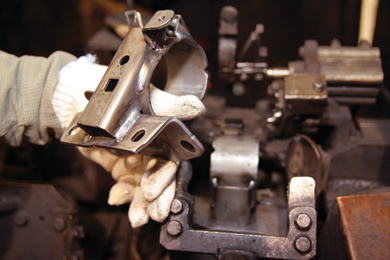
Fig. 1: This anti-vibration engine mount is DTR’s highest volume, most difficult to weld part. Any spatter in the main ring (where the thumb is) prevents a bushing from fitting properly, while spatter in the battery bracket (bracket above fingers) can cause bolt hole misalignment. The difficult-to-weld wiring harness mount is at the upper right of the part.
|
Weld spatter especially causes problems in two areas of the engine mount (see Fig. 1). If spatter enters the main ring, a bushing pushed into the hole may not go in correctly. Any spatter on the bottom of the battery bracket, where it mates to the frame of the vehicle, may cause bolt hole misalignment. In general, spatter can also cause clamping problems with welding fixtures, as well as create a rough appearance after the part is e-coated.
“We capture spatter problems at the welding cell so parts do not go out with spatter, but we had to work a lot of overtime to make our production goals,” says Walton.
The configuration of the wiring harness mount and associated fixturing also caused problems. Because of limited access, the welding wire (an .045-in. diameter ER70S-6) needed to stick-out approximately 1 in. beyond the contact tip. Long stick-outs typically cause arc starting problems, as most systems cannot compensate for the voltage drop created by the long stick-out. Such was the case with DTR’s previous welding systems, which included Japanese and American systems with “dip pulse” and “surface tension transfer” technology, respectively.
“Having a long wire stick-out causes a lot of spatter,” says Walton. Taylor notes that long stick-outs also cause poor arc starts, as does having a large “ball” on the end of the welding wire. Both conditions lead to other problems.
“If the welding power supply doesn’t start and stabilize the arc within a certain amount of time, the Fanuc system will detect this and set off a machine alarm,” Taylor says. “The poor arc start might jeopardize weld penetration, so our policy dictates that machine alarm parts automatically go into our ‘red reject bin’ and we start all over.”
An arc start failure may also create a “collision sensor clutch break over,” where the cold wire being fed will push the spring loaded arm holding the torch past its break-over point. Essentially, the robot’s collision sensing mechanism gets fooled into thinking that the torch collided with an object, so it stops the system.
The wiring harness bracket (see Fig. 1) is also difficult to weld without burn-through because this .5 mm piece is much thinner than the other components of the engine mount, which are up to 2.4 mm thick.
In fact, the engine mount, which is made of mild steel and has 15 total welds made at six different stations, is—by far—DTR’s most complex and challenging component to weld, and DTR has 34 robotic welding stations. To ensure quality, in addition to the visual inspection and quality policies in place at the welding station, DTR randomly pulls one part per welding cell per shift for destructive testing.
“After cutting a part and etching it with acid, we use a 10X magnifying lens to measure weld penetration,” says Bonnie Collins, supervisor of quality at DTR. “If there is any question, we then take the part to our DVC comparator, which can measure at the microscopic level” (see Fig. 2 for samples of optimal and less than optimal weld penetration).
 |
|
In this weld bead cross-section from DTR’s quality department, the weld bead on the left shows questionable penetration, while the bead on the right shows good penetration at both the root and toes of the weld.
|
If any weld penetration issues occur, DTR stops production, corrects the weld, conducts a test on a second part and quarantines all parts back to the last known acceptable sample. Ensuring quality (and subsequently losing too many pieces due to weld penetration issues) was one of the reasons the engine mount associates typically had to work three out of four Saturdays.
The Limits of Kaizen
Like nearly all Japanese and many American firms, DTR first sought to achieve its production, scrap rate, man-hour and piece-price goals through Kaizen events and working based on data-driven decisions. Kaizen events, or “continuous improvement” events, are generally not major changes. Kaizen is based on making little changes on a regular basis, always improving productivity, effectiveness and reducing waste.
Small efforts, however, can reach a point of diminishing returns. “When you have exhausted all avenues of kaizen with your current system,” says Taylor, “you have to branch out into new technology or different ways to manufacture the part.”
Making major changes is generally not part of the Japanese automotive manufacturing philosophy, and switching brands of welding equipment and using a new MIG welding process [Accu-Pulse] is perceived as a significant change with a large risk.
Typically, making a significant change is undertaken only after exhausting all efforts to produce desirable results through Kaizen. Further, making a change may require informing customers, which in turn can take an enormous amount of work and data to prove the viability of the change. Lastly, the new system could fail to produce the desired results. If that happened at DTR, the company would lose the time it took to install the new equipment, remove it and then reinstall the old equipment and resume production—all of which would jeopardize delivery.
“We are very concerned about losing production anytime we implement a change, as we don’t usually have the luxury of a large inventory to fall back on,” says Walton.
Taylor notes that, “Eric [Walton] and I have a very good relationship with Mr. Satoru Ueno, our Japanese coordinator, and our production management team. We have built trust and confidence in each other, so Mr. Ueno supported us very well. He went to production management and said, ‘We really need to conduct a trial of the Auto-Axcess instead of producing parts this Saturday.’ That opened up robot time on a weekend for our team and the teams from Miller and Holston Gases, our distributor.”
Solving Weld Problems
DTR allowed the Miller and Holston teams to retrofit the DTR robot with the most difficult challenge: the long stick-out on the engine mount’s wiring harness bracket. DTR believed that the Auto-Axcess could weld this part because, through weld demonstrations, Taylor and Walton saw that Miller’s Accu-Pulse process could address their three primary welding problems: poor arc starts, spatter and weld penetration.
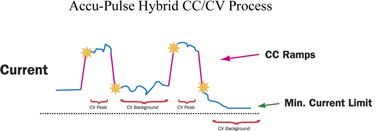
Accu-Pulse is a unique “hybrid” CC/CV (constant current/constant voltage) process that overcomes virtually all of the limitations of older and competitive pulsed MIG technology. Accu-Pulse solves DTR’s welding problems in several ways. First, it adjusts the current to a predetermined level at the beginning of each peak and background phase (see Fig. 9). Once the target current is reached at the beginning of each phase, the CC control of the current turns off and the CV control loop turns on. The current floats within a limited range based on the actual arc condition present and the voltage is kept constant allowing Accu-Pulse to maintain a much shorter actual arc length. The shorter arc length provides control characteristics and allow for optimized arc performance. In layman’s terms, Auto-Axcess provides a very sort stable and controllable arc without large current overshoots limiting explosive starts and the spatter typically associated with other Pulse MIG systems.
 |
|
The Accu-Pulse process Auto-Axcess eliminates large current overshoots that cause explosive starts and the spatter associated with poor arc starts.
|
Second, Auto-Axcess also features SureStart™ technology, which provides consistent arc starts by electronically ensuring that a large ball is not left on the end of the wire when welding stops. This provides a predictable condition for the next arc start. As a result of this and other patented technologies, Auto-Axcess set what Miller believes to be a world record: 73,993 consecutive arc starts on a single contact tip.
Retrofit Battle Plan
Jason Blair, an account representative with Holston, explains the need for a retrofit battle plan.
“In the past, we had some installation situations with competitive welders that were just a debacle because we had a hard time getting them to communicate with different Robots. Because we knew we would only have one chance to get it right with DTR’s production schedule, we started preparing for the Auto-Axcess installation two months ahead of the actual installation date. We used our store as a staging base and had all the materials and personnel assembled on Friday night so we would be ready to roll at 6 a.m. Saturday.”
Miller personnel, including regional account manager Curt Beck, application manager Kevin Summers, Industrial Application Specialist, Stan Henn prepared by taking the serial numbers from DTR’s Fanuc robots to make sure the Axcess “plug and play” adaptor kits matched the interface on the Japanese robots. They pre-measured the mounting hole pattern for the Axcess wire feed system so it would mount without difficulty, pre-measured cable lengths and considered grounding, tooling and torch angle issues.
The biggest key to a successful installation, Beck believed, would be Auto-Axcess’ AutoCAL(automatic calibration) function and the fact that Axcess requires just one connector and one set of secondary cables.
“Many robotic welding customers literally fear swapping out a welding power source because connecting and calibrating a power source to a robotic controller and robot I/O board has historically been painful,” says Beck, who has more than 22 years of experience and has installed hundreds of automated welding systems. “Cables and interfaces frequently aren’t compatible, and there are a lot of them. Further, plotting data points (voltage and wire feed speed reference values) took hours because it required making a weld and plotting a point and repeating this enough times to achieve linear control.”
Conversely, the patented AutoCAL automatic calibration feature uses the Auto-Axcess’ internal Device Net™ digital technology to allow simple, automatic scaling and synchronization to an analog robot controller. This assures consistent and repeatable results with minimal downtime when installing Auto-Axcess power sources into existing robot cells.
Today, the large majority of existing robots currently in production, as well as some new robots, communicate using analog signals. With Auto-Axcess, it is possible to communicate through an internal digital-to-analog converter and gain the benefits of new welding technology, such as Accu-Pulse and AutoCAL automatic calibration. While an Auto-Axcess system often costs slightly more than a competitive welder, its ability to reduce set-up time and installation errors enables customers to start making parts much faster on existing cells. A fully digital version of the Auto-Axcess is also available for newer generation of digital robots at even less cost.
Mission Accomplished
 |
|
Fig. 5: Members of the team that successfully retrofitted DTR’s Fanuc robots with Miller Auto-Axcess systems include (L-R): Holston Gases account representative Jason Blair, Miller account manager Curt Beck, Miller [insert title] Stan Henn, DTR coordinator Satoru Ueno, DTR assistant manager-production engineering Tim Taylor and DTR production engineer Eric Walton.
|
The AutoCAL function, prior preparation and having the DTR, Miller and Holston teams on site (see Fig. 5) enable retrofitting the first robot and striking an arc by 9 a.m. The team spent another hour moving some “teach” points and adjusting torch angles with a pendant (see Fig. 6), and they were making parts by 10 a.m.—just four hours after starting.
 |
Fig. 6: DTR production engineer Eric Walton uses a pendant to adjust the torch angle on this Fanuc welding robot.
|
“I have a great deal to do with installations, and I didn’t think we could do it that quickly,” says Walton. “We actually gained production the first night after installing the Auto-Axcess system. In fact, our first part had zero weld failures.” With competitive welding systems, installing a new system and reaching production typically takes 8 to 10 hours.
“Auto-Axcess, in my opinion, has been the least difficult power supply to work with, and I’ve worked with both Japanese and American welders,” says Taylor. “From the wire feeder back to the power supply, communication is just very, very simple with Auto-Axcess. That makes it much easier to understand and adjust. There are no hidden software codes that I have to find or e-prom chips to change. Everything I need is on the panel, so I can just push a button and dial in my data (see Fig. 7). If we need to customize the system Palm software allows us to make our own changes.” Miller software loaded on a Palm allows users to set upper and lower control limit ranges for process control and any customer can download from any new program update enhancement. While the power source swap out went smoothly, both Walton and Taylor were comforted by the fact that Miller helped mitigate the risk factor by having application manager Kevin Summers on site and having Curt Beck and Miller electrical engineer Todd Holverson available by phone.
 |
Fig. 7: DTR assistant manager-production engineering Tim Taylor reports that the Auto-Axcess has the easiest-to-use interface in the welding industry.
|
“I was very impressed, especially with the support we had from Miller and Holston,” says Walton. “If something went wrong, I had somebody standing next to me who could fix it. I didn’t have to worry about making a phone call, getting put on hold or talking to a computer.”
Taylor adds that, “Service is an important aspect when I purchase any equipment. When we installed this machine on a weekend and Miller was here to help us, I knew right then that I would be getting the support I desired and needed. This, in turn, ensured that DTR’s customers would be happy with our performance.”
The team retrofitted three robots within the next two months. The first installation, as noted, was trouble-free, as was the third. The second robot cell, however, had grounding and arc wander issues. Spatter and anti-spatter compound associated with the previous welding process had built up in the cell and prevented making good contact.
“To solve the problem, we cleaned the tooling and fixturing to get a better ground for the weld,” says Miller’s Henn. With Accu-Pulse process, DTR doesn’t have to worry about ground or arc wander issues anymore since Accu-Pulse produces a tightly focused, highly directional arc cone that is virtually spatter free. This also eliminates arc wander, which in turn eliminates the discontinuities at the toes of the weld common with older pulsed MIG technology.
Productivity, Quality Improvements
By retrofitting its old Fanuc robots with new Auto-Axcess systems, DTR increased productivity immediately. First, the new system greatly reduced spatter, and has nearly eliminated any spatter related issues on the engine mount’s main ring and damper mount.
“Our scrap rate is lower than it has ever been in our history,” says Taylor. “We implemented a lot of other kaizen events during the retrofit, so I can’t commit to a percentage of scrap reduction solely attributable to Auto-Axcess, but upper management realizes the bottom line effect of our efforts.”
Second, DTR reduced total cycle time by 19 seconds. Previously, DTR had issues related to the wire sticking to the weldment, so Taylor programmed the wire feed motor to reverse before the torch would move to the next position.
“We actually had to increase our cycle time to prevent rejects in some cases,” notes Taylor speaking about older welding systems. “However, the best way to prevent a customer from getting a bad part is to not make any in the first place. After the retrofit, we don’t have the arc start or wire sticking issues, so Auto-Axcess has helped reduce our overall cycle time and rejects.”
Third, the Accu-Pulse process increased welding travel speeds compared to the previous process (see Fig. 9).
|

|
Fig. 9: By retrofitting this Fanuc robot with Auto-Axcess, DTR increased productivity 25 percent. Part of the increase occurred because the Auto-Axcess’ Accu-Pulse process cut arc-on time by 50 percent.
|
“I monitored arc-on time, and we reduced arc-on time by 50 percent after the retrofit,” says Taylor. “This means we use 50 percent less gas to make the same number parts as before, so our gas costs per piece ended up being the same.”
Previously, DTR welding with 100 percent CO2, which costs less per cubic foot than the 90/10 argon/ CO2 blend used with the Accu-Pulse process. “Upper management was concerned about the additional cost of the gas,” notes Taylor, “but the reduced arc-on time and lower gas consumption turned this into a non-issue.”
Four, the Auto-Axcess system reduced weld penetration failures to just two failures in the fourth quarter of 2005, a 12-fold improvement compared to previous quarters.
“Our previous system cost us a lot of money in scrap and rework on the five engine mount welding cells because of fluctuations in weld penetration. That’s why we decided to try the Miller welders in those cells,” says Collins, the DTR supervisor of quality. “As you can see from our quality charts, we had zero failures in October, two failures in November and zero failures in December. Once we changed to the Miller welders, we rarely ever have failures on those parts any more.” Good quality also eliminates retesting time, and it takes half an hour to retest a part.
Robert Franklin, who manages weld penetration testing, adds that, “The Accu-Pulse welds penetrate really good. Most of our problems now come from part misalignment or a part not being loaded correctly,” and kaizen events can address those issues.
As a result of these four improvements, DTR increased its overall output by 25 percent while achieving a payback time of less than 23 weeks and a return on investment of 143 percent.
In addition to giving the associates holiday vacations and reducing weekend work to an average of just one Saturday a month, the productivity increase, “Gives us the freedom to perform more TPM, or Total Preventative Maintenance, and kaizen activity,” says Taylor. “It opened up a window for engineering to work on the equipment to make more improvements. And all of this helps DTR improve delivery to our customers.”