Executive Summary
- Dimension NT 450’s multiprocess capabilities proved beneficial as Brookville optimized workflow to accommodate its new locomotive and existing equipment offerings.
-
Dimension NT 450 provides more positive arc starts and superior arc performance in all welding processes.
-
Dimension NT 450’s trigger hold function eases operator stress on long welds.
-
Swingarc™, boom-mounted feeders create large work envelope, increase safety and eliminate the need to constantly move equipment.
-
Dual-wheel wire feeders allow for two different types of wire for quick switching between wires/processes.
Brookville Equipment Selects Hybrid Welding Technology For Revolutionary CoGeneration™ Locomotive Line
Reliability of Dimension NT 450 meets needs of rugged manufacturing environment
Say the word “train” and most people think of a classic locomotive, exhaust billowing from its smokestack. But in today’s world of greenhouse gas concerns and high diesel costs, this antiquated image belongs to the past. The future of trains is happening at Brookville Equipment Corp. of Brookville, Penn. The company’s new 2,100-hp CoGeneration™ switcher features three 700-hp diesel engines and a regenerative dynamic breaking system that operates down to 0.6 mph.
Every time the electric brakes are used, the locomotive recycles enough excess power to operate all auxiliary loads: air compressor, cab heat, air conditioning, lights, radios, engine cooling fans and the refrigerator. The use of three engines (instead of a single large engine), offers “power-on-demand” capability, with engines coming on- and off-line as power needs fluctuate. This feature minimizes emissions and fuel consumption.
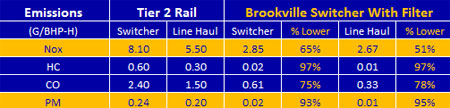
“The CoGeneration switcher, with its cleaning-burning Tier-3 Cummings engines, will meet ‘ultra-clean’ or strict emission requirements, such as those mandated in the Los Angeles Basin area,” says Larry Conrad, Brookville’s vice president of operations. He adds that Brookville also will offer after-treatment devices that “go beyond ultra-clean.”
As Fig. 1 shows, CoGeneration switcher emissions are 65 to 93 percent lower than Tier-2 switchers. A switcher is a small railroad locamotive used for assembling trains, readying them for a road locomotive to take over, disassembling a train that has been brought in and generally moving railroad cars around. Switchers also make short transfer runs and are used on branch lines.
| Fig. 1
|
 |
Brookville Equipment has contracts to supply 12 of its low-emission locomotives to MTA Metro-North Railroad and four locomotives to Staten Island Railroad. As part of this new market segment thrust, the company expanded its plant by 24,000 sq. ft. and ramped up production by adding new welding systems from Miller Electric Mfg. Co.
 |
| Dave Conrad, assistant production manager at Brookville Equipment, continuously explores new ways to improve scheduling and workflow, including investing in new welding equipment that accomplishes these objectives.
|
For a welding equipment recommendation, Brookville Equipment turned to its long-time welding distributor, Gary Kahle of Valley National Gases. For the construction of the CoGeneration switchers, Kahle recommended four Dimension™ NT 450’s hybrid welding technology. These 450-amp/100-percent duty cycle units provide MIG, flux cored, Stick, DC TIG and air carbon arc gouging outputs. Each welding system included a 70 Series digital dual-reel wire feeder on16-ft. Swingarc™ booms and two Tregaskiss® 400-amp air-cooled Tough Gun® MIG torches. multiprocess welders featuring Miller
IGBTs in Common
The Dimension NT 450 and the CoGeneration switcher both owe their superior performance to IGBTs, a high voltage, high current semiconductors used for switching power. IGBTs (insulated gate bipolar transistor) regulate power flow very precisely and very rapidly in industrial applications.
Through IGBTs, the switcher’s traction motors provide the highest rail adhesion possible (to prevent slipping), as well as assure maximum power delivery and efficiency. In welding equipment, IGBTs enable the welder to react very rapidly to changing arc conditions and make modifications to the arc to maintain optimum conditions.
 |
| (L-R) Brookville Equipment’s Cameron Miller, safety manager, and Andy Meyer, crew leader, perceive different benefits from boom-mounted digital wire feeders. Miller likes them because they improve safety and Meyer likes the improved operator comfort, and they both like the increased productivity.
|
While inverter-based welding systems are well known for their use of IGBTs and superior arc performance, the Dimension NT 450 features lesser-known “hybrid” technology. Hybrid technology combines the reliability of conventional “phase-control welders” (such as the Miller’s regular Dimension series) with the arc performance associated with Miller’s inverter products (such as its XMT series).
The Dimension NT 450 uses a conventional transformer to turn line power in into welding power, but it uses IGBTs to regulate the welding output. This leads to a faster response and provides more positive arc starts and superior arc performance in all welding processes (see the side bar story at end of article for more details on hybrid technology).
“The CoGeneration switcher is a revolutionary product, so we wanted to put our best foot forward when selecting welders for the framing line,” notes Kahle. “The number one issue was reliability. To stay on schedule, Brookville could not have breakdowns, so they wanted the dependability of a transformer. However, with so many of the switcher’s welds exposed, they wanted good weld appearance as well. They also need a welder that was easy for the guys to operate, yet had Stick and carbon arc gouging capabilities, too. The Dimension NT 450 met all of Brookville’s needs perfectly.”
Flexible Systems
Brookville Equipment welds A36 mild steel from 16 gauge to six-inch plate, with most of the material on the CoGeneration switcher locomotives between 1/4- and 2-in. thick. In addition to producing two CoGeneration locomotives per month, the frame production line must fully support Brookville Equipment’s existing line of mining and tunneling products.
 |
Dual reel wire feeders enable Brookville Equipment welder Ben Aaron to simply press a toggle switch to weld with different wire types.
|
“With variations of mining products and locomotives coming down the same line, our challenge is to schedule work so that both products flow smoothly from stage to stage. We’re not going to work on a start-stop basis. We want continuous flow,” says Dave Conrad, Brookville Equipment’s assistant production manager.
The size difference between products requires significantly different amounts of manpower, as well as different welding capabilities on the framing line—which is where the multiprocess flexibility of the Dimension NT 450 pays off.
“No matter what welding processes we need for a particular piece of equipment, the Dimension NT 450 gives us the capability to weld it,” says Conrad.
For example, a plate 55 ft. long, 5 ft. wide and 1-1/2 in. thick forms the base of the locomotive. To create a frame, Brookville Equipment welds the plate to two T-beams 55 ft. long with a 3/4-in. web. The joint requires three fillet welds on each side of the beam. Efficiently welding a 55-ft. seam requires welding without stops and starts, and that means automation. However, because the framing line requires flexibility, a fixed automation system, such as a large seamer, doesn’t make sense.
At Kahle’s recommendation, Brookville Equipment positioned a Dimension NT 450 welder on the framing line and connected it to a 70 series feeder mounted on a Moggy® portable travel carriage from Gullco International. Adjustable rollers that run along the top of the T-beam guide the carriage. A vertical and horizontal micro-slides provide accurate welding positioning and tilt of a Bernard automated MIG torch. This arrangement provides a simple, operator-friendly automation solution that produces good results.
“The Dimension NT 450 gives us the smooth arc starts and constant voltage arc characteristics that produce a great looking weld,” says Andy Meyers, crew leader in the framing department, who did the original testing on the Dimension.
 |
| Brookville Equipment’s new CoGeneration switcher locomotive.
|
Swingarcs for Flexibility, Safety
After welding the T-beams, Meyer and the rest of the framing crew use semi-automatic flux cored welding to complete the switcher. Here, boom-mounted, dual reel wire feeders with digital controls provide Brookville Equipment with several benefits.
First, the dual reel arrangement enables welding with two different types of wires. For flat and horizontal lap, fillet and groove welding, one side of the feeder runs 1/16-in. diameter Hobart Brothers’ Hobart® FabCO® RXR wire. This AWS E70T-1C tubular wire is formulated with added deoxidizers that allow operators to weld through rust, mill scale and light oil without pre-cleaning (this is also the same wire used for welding the T-beams).
For all-position welding, the other side of the feeder runs .052-in. diameter Hobart Brothers’ Tri-Mark® Triple 7 E71T-1M H8 gas-shielded flux-cored wire for single and multiple pass welding. Triple 7 offers fast freezing slag that allows operators to use higher welding currents and boost deposition rates in all welding positions.
Switching between these two wire types maximizes productivity. The larger diameter E70T-1C wire cuts through mill scale better (which was an issue with the T-beams), and it provides deposition rates up to 11.6 lbs/hr for flat and horizontal welding. The E71T-1M H8 wire is formulated for welding on cleaner material, enables welding in the vertical up and overhead positions at good deposition rates (generally about 6.15 lbs./hr), and produces deposition rates of 10.8 lbs./hr in the flat and horizontal positions with optimum operator appeal.
 |
| Note the lack of cable clutter. With only the work clamp on the floor, Swingarc boom-mounted feeders minimize tripping hazards.
|
For comfort when making long welds, operators engine the digital feeders’ trigger hold function.
“The trigger hold function is an advancement over our old systems,” says Meyer. “We try to make the longest welds we can without stopping. The trigger hold function enables us to move our hand back away from the heat without worrying about letting the trigger go.” On his feeder, Meyers has one program set for trigger hold and one program to weld without it.
Boom-mounted feeders also provide excellent reach on large weldments, such as on the 55-ft. long locomotives. The boom provides 16 ft. of reach, and the gun cable provides an additional 15 ft. of reach. Just two systems can cover any area on a locomotive that needs welding. They also reduce operator fatigue, as the boom supports some of the gun’s weight.
Finally, boom-mounted feeders improve safety. Safety manager Cameron Miller notes that, “Boom-mounted feeders are ideal for our situation. Our goal is to create the safest workplace for our employees, and that includes limiting trip hazards created by cable clutter on the floor and eliminating the lifting of feeders loaded with up to 120 lbs. of wire. We weld in a variety of positions, from on the floor to up on the locomotives, so we needed a versatile yet clean set-up. With Swingarc feeders, not only can our welders perform their task, but they can maximize safety and productivity at the same time.”
Conrad adds that, “The framing line is a high traffic area. Cable clutter used to create a major safety issue. We worked through it, but the boom-mounted feeders eliminated a large portion of the concern. Further, the welders don’t waste time moving equipment. Beforehand, we could spend more time repositioning equipment than it actually took to complete a weld.”
No Spatter
In addition to new welders for the framing line, Brookville Equipment replaced older welders in its fabrication shop, which supplies smaller subassemblies to the framing line. The fabrication shop had a variety of aging MIG and multiprocess Miller welders equipped with dual feeders for running solid wire for short circuit MIG welding on thinner material and flux cored welding on thicker material.
 |
|
To weld the 55-ft.-long base of a switcher, Gary Kahle of Valley National Gases coordinated this automated seam welder using a Dimension NT 450 welder (not shown), a 70 Series wire feeder, a Bernard torch and a Gullco travel carriage.
|
While Brookville Equipment succeeded with these welders, they wasted a lot of time grinding excess spatter as a result of the short circuit process and chipping slag from flux cored welding. Warping was also somewhat of an issue on thinner parts. The company greatly eliminated and/or reduced all of these issues by switching to pulsed MIG systems from Miller.
For working on thinner material, Brookville now uses a Millermatic 350P all-in-one pulsed MIG welder. This unit has a 350-amp output at 60-percent duty cycle and is widely regarded as the industry’s simplest pulsing system. Operators can learn the system in minutes and begin making production welds in hours.
For the four stations that weld on thick-to-thin material, Brookville Equipment now uses four Axcess® 450 systems featuring Accu-Pulse, Miller’s most advanced pulsing process. Using either solid wire or metal cored wire, the Accu-Pulse process eliminates spatter, controls heat input to reduce warping and improves deposition rates and/or travel speeds.
After just a few months of operation, “We increased productivity 8 to 10 percent,” says Conrad, the assistant production manager. “The Axcess systems eliminates spatter and consistently product quality welds, all of which minimizing post-weld grinding and boost throughput.”
Meyer said that, “I can see a world of difference between Axcess and our old machines. Axcess makes a better welder out of a not-so-good welder because it compensates for variations, such as holding your gun at the wrong angle and/or too close or too far away from the work.”
John Fox, a welder in the fabrication area, says that, “I do a lot of cosmetic welding, and Accu-Pulse makes the bead smooth. It looks just like I laid a bead of caulk in the joint and ran my thumb across it.”
The Axcess system uses inverter technology, microprocessors and advanced control algorithms to produce optimized welds with the Accu-Pulse, as well as RMD (Regulated Metal Deposition), a modified short circuit transfer process. RMD can help control distortion, and it produces little, if any, spatter.
Operators in Brookville Equipment’s fabrication shop are just beginning to take full advantage of Axcess’ capabilities, as well as exploring the benefits of metal cored wire. As they do, Kahle anticipates that the company can reduce cycle times at least another 20 percent through higher deposition rates and by eliminating activities that don’t add value, such as grinding and compensating for warping.
Given Brookville Equipment’s aggressive growth plans—the company has grown about 67 percent in three years and now employs 175 people—new welding technology that improves productivity and enhances safety will help the company accomplish its corporate goals.
Inside Hybrid Welding Technology
All welders transform high voltage/low amperage primary power into low voltage/high amperage welding power and control the output to suit the needs of a particular welding task. How well they perform this task depends on technology.
All electric arc welders feature a primary and secondary set of windings (generally copper cable wrapped around a stack of laminated steel plates). The primary voltage enters the primary winding and creates a magnetic field that induces voltage in the secondary winding. A simple “turns ratio” determines the secondary voltage. Dividing the number of turns in the primary winding by the number of turns in the secondary winding will determine the amount by which the transformer steps down the voltage.
The physical size of the windings determines the amount of power they can transform. With 60 Hz primary power, the transformer for welder with a 450-amp output at 100-percent duty cycle (like the Dimension NT 450) must weigh about 300 lbs. . While large and heavy, many manufacturers prefer the large and heavy “copper and iron welders” for their reliability in extremely harsh industrial environments.
As for controlling welding output, the two most popular controls on industrial welders, prior to the rise of inverters, were “phase control” and “magnetic-amplifier” technology (visit Miller’s online “Basic Electricity” tutorial for detailed information).
While reliable, phase control and mag-amp welders react to changing arc conditions relatively slowly. This may limit their ability to overcome obstacles such as unwanted short circuits, excess spatter, variations in contact-tip-to-work distance and poor arc starts. These welders also have welding process limits. Manufacturers can make welders that excel at Stick/TIG welding (CC processes) or MIG/flux cored welding (CV processes), but physics limit their ability to make a welder that excels in all aspects of both CC and CV processes.
Inverter welding technology completely changed the game. Inverters can perform all welding processes equally well, and they provide excellent arc starts, can lower spatter and overcome other variables. Inverters take primary power and boost the frequency to between 20,000 and 100,000 Hz. By controlling power in fine increments, and by controlling it very quickly, manufacturers can optimize welding performance in all processes. [As an aside, high frequency primary power drastically reduces the size and weight of the windings.]
However, inverters require more components, and increased complexity of any system introduces the potential for additional errors. While Miller inverters lead the industry in reliability and durability, some customers in heavy industrial applications simply aren’t comfortable with inverter technology. As a result, one of Miller’s challenges for the 21st century was to develop a welder for heavy industry with the reliability of a conventional welder but with some of the advantages of an inverter. Thus, the introduction of hybrid technology.
For reliability, a hybrid welder features a large copper and iron core and transforms primary power the same way as a phase control or mag-amp welder. It then uses IGBTs to boost the frequency of the transformed power to several thousand Hz—not as fast as an inverter, but fast enough to create a true multiprocess output and excellent arc starts in all modes. The topology of a hybrid welder is much simpler than an inverter (fewer components) and it is more robust. The IGBTs are shielded from extreme voltage transients (such as lightning strikes), and switching “transformed” (low voltage/high amperage) power puts less stress on the IGBTs than switching high voltage primary power. For added reliability, separate enclosures encase the PC boards to shield them from harsh environments.
Miller’s Fan-On-Demand™, which operates the cooling fan only when needed, further enhances reliability by minimizing the amount of contaminants pulled through the machine. As an added benefit, the Dimension NT 450 offers an energy efficiency rating of more than 82 percent. This is approximately three to seven percentage points better than conventional multiprocess power sources, which means that the Dimension NT 450 provides a return on investment through lower utility bills.