Executive Summary
- Offer AC frequency and extended balance control that enables the operator to adjust the width and focus of the arc cone.
- TIGRunner™ package offers welding flexibility/portability.
- Auto-Line™ technology lowers primary power requirements.
Chassis Fabricator Chooses Dynasty TIG Inverters as Part of Best Manufacturing Practices
The TIG welded 4130 chrome-moly frame of a NHRA Top Fuel dragster weighs less than 300 lbs., yet it withstands almost incomprehensible forces. The supercharged, fuel-injected, nitromethane-burning engine produces an estimated 7,000 horsepower, rocketing the vehicle down a quarter-mile track in 4.4 seconds and at speeds up to 335 mph. The forces cause the 300-in.-long frame to bow up 10 to 12 inches, while the large rear wing on a dragster develops upwards of 8,000 pounds of downforce.
The allure of such power makes even non-racing fans aware of the sport’s legendary names: "Big Daddy" Don Garlits, Shirley Muldowney, Don "the Snake" Prudhomme, Larry Dixon and John Force.
When these legends purchase a dragster chassis and body or need an existing car refurbished, they turn to Murf McKinney. While not recognized by the general public, everyone in the dragster and funny car business knows McKinney, who captures more dragster chassis sales than any other fabricator. Top fuel chassis costs around $55,000, a funny car chassis costs $35,000 to $40,000 and the body for a funny car costs another $55,000.00.
 |
Welder/fabricator Bob Dreher can easily move this Dynasty 200 TIGRunner to any location throughout McKinney Corp.’s 23,000-sq.-ft. facility. Lightweight portability provides the flexibility to weld anywhere in the shop at any time.
|
Founded in 1981, McKinney Corp. of Lafayette, Ind., promises that it will “Design, build and service the finest race car chassis, components and products with leading edge technology, at the greatest attainable value to the customer."
For leading edge welding technology, McKinney relies on Dynasty® TIG inverters from Miller Electric Mfg. Co.
“The world is getting exponentially flatter every day,” says McKinney. “Cars and materials are right on the edge, and so is our equipment. We can’t demand the best from our employees if I don’t give them the best tools to work with. That’s why we use Dynasty TIG technology.”
Consistency and Uniformity
McKinney Corp. earned its top spot by being extremely meticulous. McKinney Corp. gives chassis a serial number and documents its specifications. Marketing director Julia Aschenberg takes 360-degree digital photos of every chassis should the owner want modifications.
“As professional chassis builders, we recognize the need for consistency, uniformity and quality in our products,” says Aschenberg. “A component you buy today should be interchangeable with the one you bought two years ago.” In addition to chassis and bodies, McKinney Corp. offers body mounts, belly pans, burst panels, bushings, latches, clevises, O-ring fittings, male weld fittings, quick release parachute packs, tabs, A-arms, rear trees and more (visit www.mckinneycorp.com for a complete listing).
“Parts repeatability is critical,” states Bob Dreher, a fabricator/welder with McKinney Corp. “When teams are running in the heat of competition and a fuel tank or an oil tank has a hole in it, the crew chief needs to be able to go to the spare car, pull off a component and pop it right in. We refuse to let teams lose a race because a part wouldn’t fit.”
“Just a couple of years ago, all the ‘tin work’ (car body) was hand cut out of a sheet and bent manually,” notes Dreher. “Fabrication work that used to take three or four days now takes a few hours, and it is repeatable.”To maintain consistency, yet manage costs so that they don’t escalate out of control and end the sport, McKinney Corp. invested heavily in state-of-the-art technology. Key equipment includes a Trumpatic 2020R CNC punching machine from Trumph Corp., a Beyeler 100PR CNC press brake from Bystronic and seven Dynasty welders from Miller.
Every component from a simple bracket to a complete chassis is computer designed. Using a powerful stress analysis program, McKinney designers can analyze the forces that affect performance. This high tech approach allows the company to maximize strength and minimize weight—while maintaining safety—in every part it manufactures.
 |
| McKinney conducts pull tests on every lot of heat treated 4130 chrome-moly tubing to track and ensure consistency. A water jet cutting machine cuts the sample. |
AC TIG Technology Advances
McKinney explains that as his company progressed, so has his use of TIG technology. The company started with an Econotig®, Miller’s most basic and affordable TIG/Stick welder. When more money became available, McKinney upgraded to Miller’s Syncrowave® welders for their squarewave output.
“After the Syncrowave, we briefly moved to ‘brand X’ when that company got involved with motorsports, but then we migrated to the Dynasty because it was a more advanced product,” says McKinney. “There was a flurry of TIG technology progression, and the Dynasty was the result of that technology.”
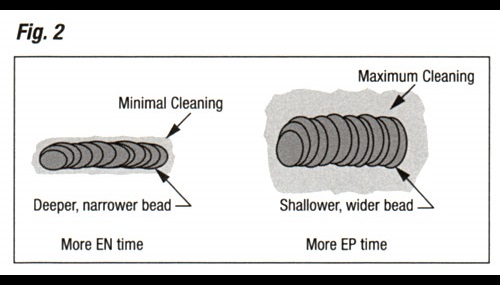
The Dynasty features an advanced squarewave arc that significantly improves weld quality and productivity when welding aluminum. Key features include AC frequency control and extended balance control. These features enable the operator to adjust the width and focus of the arc cone (think of frequency control like adding a nozzle to a water hose) and provide greater control over the penetration-to-cleaning action ratio. Combined, they also enable the operator to weld with pointed tungsten, which further improves precision because electricity likes to come off a point.
 |
| A chassis has dozens of welded tabs, which hold down a variety of parts. Notice that the weld bead is only as wide as it needs to be. |
“The Dynasty makes you look good. It’s the best stinking welder I’ve ever used in my life,” says fabricator/welder Matt Schwartz, otherwise known as “the aluminum guy” at McKinney Corp. “The AC frequency control sounds really weird, but it makes a phenomenal looking weld with good penetration.”
TIG Inverter Advantages
Even if operators never used the AC output, McKinney still would have invested in TIG inverters for their lightweight, compact portability and their low primary power draw.
“We have a very flexible production environment and want to be able to do any task at any station,” he says. “We can’t be bound to a particular location because we work on a pull system, which means we manufacture each individual chassis on an as-needed basis. The raw materials we pull from stock this morning become welded parts for a specific chassis this afternoon.”
 |
| To obtain this “stack of dimes” appearance, welder/fabricator Bob Dreher manually pulses the amperage with his foot control. |
To obtain location flexibility, McKinney Corp. ordered all of its inverters as part of a TIGRunner™ package. A TIGRunner features a wheeled cart that holds and organizes a Dynasty 200 or 350 inverter, a Coolmate™ water cooler, remote foot control, foot control holder, cable/torch holders, filler rod holders and a cylinder rack. Fabricator/welders can easily move the cart to any location because an AC/DC TIG inverter weighs just 45 lbs. (200-amp model) or 110 lbs. (350-amp model). A conventional welder with similar capabilities weighs four or fives times as much.
In addition to making them lightweight, inverter technology—coupled with Miller’s exclusive Auto-Line power management technology—dramatically lowers primary power requirements. For example, the Dynasty 200 and 350 produce their rated TIG output while respectively drawing 6.9 and 13 amps on a three-phase 460V line. Conventional TIG welders, which only use single-phase power and typically run on 230V power, require 50 to 110 amps of primary power.
“When we built our new facility, we went to three-phase power because wanted to be as efficient as possible,” says McKinney. “TIG inverters contribute to that efficiency because they work on less than half the energy of conventional welders.”
Because McKinney purpose-built his new facility, primary power availability is not an issue. For facilities with scattered and varied types of primary power, Auto-Line technology also adds location flexibility. It enables the Dynasty 200 to accept any type of primary power from 115V to 460V, single- or three-phase and the Dynasty 350 to accept 208V to 575V, single- or three-phase.
Best Practices for Welding
 |
| In the hands of a skilled welder like Matt Schwartz, the Dynasty’s advance squarewave output enables creating weld beads that look like they were made with a machine. |
McKinney uses 4130 chrome-moly steel for all its chassis, with tubing ranging in diameter from 5/16 to 1-5/8 in. Wall thicknesses range from .035 to .083 in. The front part of the chassis and the cockpit section are made from “normalized” 4130 tubing with a tensile strength of 90,000 PSI. To withstand the massive engine forces, McKinney uses heat-treated 4130 tubing for the back-end of the chassis, which raises the tensile strength to 128,000 PSI. For better consistency, the company uses a special heat treating house that delivers material within a range of ±5,000 PSI; otherwise, the strength of the tubing as it comes from a tube warehouse may vary as much as 22,000 PSI. McKinney conducts pull tests on every single lot of heat treated material it accepts and tracks the heat number (remember, everything is documented).
McKinney uses an ER80-D2 filler rod for all its chrome-moly welding, including the welds joining normalized tubing to heat treated tubing.
“Some people say you can’t weld heat treated tubing to normalized tubing. Well, you can,” states Todd Morris, McKinney’s chief engineer. “We’ve done a lot of pull tests, and the welds are never an issue. The test part always fails in the parent material. Even if the joining process anneals the metal a little bit, the weld creates a smooth passage between the hardened steel and the normalized steel. There’s no brittle edge that’s just waiting to break.”
Specific details on McKinney Corp.’s welding techniques need to remain confidential, but Dreher notes, “We manually pulse the foot control when welding. It’s better to turn up the amperage, blast the bead in and then get the heat off the puddle. This reduces the heat affected zone.” Dreher emphasizes that their technique is not stacking tack welds on top of each other.
To minimize distortion, “We weld joints in quarters, jumping around to different parts of the chassis so we don’t get too much heat in one area,” says Dreher. “The most critical part is mounting the rear end because the drive shaft has to line up to within .002 in. in all directions. It has to be perfectly flat.”
Dreher, who worked for an aerospace company and welded exotic metals for 20 years before joining McKinney Corp., helped develop a “best welding practices” guide to help ensure consistency between the company’s welder/fabricators. Dreher says that those working in the sport aviation industry should also follow this advice when welding airframes.
Beyond Racing
By necessity, McKinney Corp. has honed its chassis and racecar component work to a fine art, which helps because the company also works with expensive exotic materials, such as titanium and magnesium.
 |
| For welding this .053-in. thick aluminum fuel tank for David Powers Racing, welder Matt Schwartz narrows the AC TIG arc cone by increasing the output frequency to 250 Hz. He sets the balance control at 75 and the amperage output at 165. |
“When we make parts, the first part has to be a good part,” says McKinney. “We specialize in low-volume, high-precision components. Our metal fabricating equipment costs more, but it allows us to minimize set-up time, make good parts and move on.”
To meet its racing demands, McKinney Corp. currently runs two shifts five days a week, and the company has plenty of space in its 23,000-sq.-ft. facility. To Murf McKinney, this means he has room to grow, and he’d like the to move into more commercial businesses.
“We have demonstrated an expertise in a very narrow vertical market,” he says. “Now we want to take our high quality, highly efficient production methods into other areas.”
For a company whose products withstand the force of a 7,000 HP engine when lives are on the line, moving into new markets sounds like a low risk proposition.
For racing components, visit www.mckinneycorp.com or call 1-800-542-3088. To contract with McKinney Corp. for parts fabrication, call 765-448-4800 and ask for Murf.
Best Chrome-Moly Welding Practices at McKinney Corp.
- Set argon flow to 18 to 22 cfh and check the flow each day. More is not better, as turbulence could suck oxygen into the weld.
- Set gas pre-flow at .4 to .6 seconds; set post-flow to 6 to 10 seconds. Hold the torch in place at the end of the weld for the entire duration of the post-flow.
- Whenever joint access permits, use a gas lens to improve gas coverage. Keep the screen free of debris and spatter.
- For the majority of thin tabs and brackets, use a 1/16-in. tungsten and .045-in. filler rod.
- For welding tube joints, use a 1/16-in. tungsten and 1/16-in. filler rod.
- For welding roll cages (larger, thicker tubes), use 3/32-in. tungsten and 1/16-in. filler rod.
- Most chrome-moly welding is on tubing and parts .035- to .090-in. thick. Set the maximum amperage output to 120 to 130 amps, DC electric negative, HF start only.
- A dirty-looking weld may indicate poor argon coverage or too much heat.
- Keep tack welds small and ideally longer in length than width. A good tack has root penetration.
- Keep welds to within their specified size. A weld needs to be no larger than its thinnest section, which will be the “weakest link” in the chain. Larger welds may add excess heat and waste gas, filler rod and time.
- Avoid pinholes by tapering off heat input at the end of the weld and maintaining a constant distance between the tungsten and the weldment.
- Weld in one continuous motion, “pulsing” the foot control and adding filler rod to create the “stack of dimes” appearance. Do not stack separate puddles on top of each other, as this may lead to incomplete fusion.