Welding autobody panels
Auto body sheet metal is relatively thin, and this can present some challenges for welders particularly those who are accustomed to welding thicker materials. Welding nearly always causes some distortion: the metal in and around the weld shrinks as it cools, and this shrinking often upsets the shape of the metal. Sheet metal is particularly sensitive to this type of distortion (often called warping) but there are ways to mitigate this characteristic, which we will detail here.
Collision repair on modern cars is usually done with panel replacement, but the bodies of older vehicles are commonly welded in the course of repair, restoration or custom modifications. We’ll look at how to do this work with both MIG and TIG welding.
Vintage vehicles often have rust damage, which is usually found on the lower edges of panels where water tends to collect. This kind of repair is so common that aftermarket repair panels are manufactured for many popular cars.
In cases where a manufactured panel is not available, a patch panel can be made with common metalworking procedures. In this project, we’ll join newly made patch panels to a vintage fender. The first step is cutting away the damaged metal, then overlapping and clamping the new patch to the old fender, making sure it is accurately positioned.

With the patch panel clamped in place, a scriber is used to mark the old fender for trimming. After scribing, the patch is unclamped and the fender is trimmed precisely on the scribed line in preparation for making a butt weld at the joint. Butt welds are preferred for this kind of work, since an overlapped seam can trap moisture that may lead to more rust damage in the future. It’s also much easier to straighten the metal after welding if everything is kept the same thickness.

After trimming, the panel is carefully clamped into place to check the fit. The better the fitup the better the weld, so it’s good practice to make any adjustments necessary to get the best fit possible. Once clamped, the panels are tack welded together, spacing the tacks no more than 1 inch apart. Every welder has their own preferences for sheet metal. I’m using 0.023-inch ER 70 S-6 filler wire and 15 cfh (cubic feet per hour) of C-25 shielding gas with my Millermatic® 211 MIG welder.
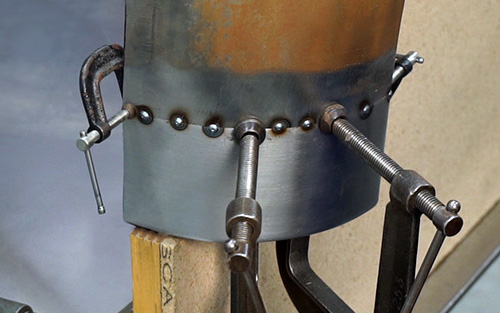
After the first tacks are in place, the clamps are removed. If anything is out of alignment, the joint can be worked lightly with a hammer and dolly to ensure that the seam is flush; then the joint can be slowly stitched shut. The key to minimizing distortion is to add very short bursts of weld, essentially adding a new tack at the end of each previous tack weld. It is best to allow the panel to cool completely before adding more welds.
The amount of wire stickout from the gun makes a difference, too. The more stickout, the cooler the weld. I keep the stickout around 1/2 inch.
My goal is to make each weld hot and fast, so I use a little higher voltage than is recommended for welding continuous seams. This fender is made of 19-gauge steel, and I’ve set the voltage dial to 5 and the wire feed speed dial to 45.

With the panels fully stitched together, the bulk of the weld is removed with a disc grinder. I’m using a 3-inch diameter 36-grit disc here. It’s important to prevent the panel from becoming overheated at this stage, since the heat from grinding can cause distortion, too.

After you remove the majority of the weld, any low spots can be raised with careful hammer and dolly work, and then the entire area is sanded with a 50-grit disc on the grinder. Last, the panels can be smoothed with an orbital sander using 120-grit paper.

We’ll use TIG welding for the rear patch. The first steps are identical to the front — overlapping, adjusting and clamping the patch panel into place, scribing the edge, and then trimming and adjusting the panel to get a nice, tight fit. Then the patch is clamped into place and tack welded. I used a Miller® Dynasty® 210 TIG welder, using about 40 amps, DC electrode negative, flowing 15 cfh of pure argon. I did not use pulsing for this job. The torch is fitted with a gas lens and a #8 cup, and I’m using a 3/32-inch diameter, 2% Lanthanated tungsten electrode, sharpened to a fine point at a 50-degree included angle. The tungsten stickout is 1/8 inch, and the filler wire is 0.035-inch diameter ER 70 S-6.

With the tack welding completed, the clamps are removed. It’s good practice to work the entire joint with a hammer and dolly to make sure the metal is completely flush before doing the finish welding. On a panel like this, which has some curvature, there is no need to skip around when welding. I made the weld in a single pass from one end to the other. Completely flat panels may distort less if the weld is made in smaller segments — welding 1 inch at a time and skipping to different parts of the joint to keep the heat down.
One benefit of TIG welding is that the weld bead can be kept very small, ideally no more than 1-1/2 times the material thickness, and the welds are soft enough to work with a hammer and dolly. This allows you to smooth out any distortion the welding may have caused.

After welding, the beads can be sanded flush and any final tune-ups can be made; hammering on-dolly will raise any low spots that may be present. An orbital sander is used for the final finish.

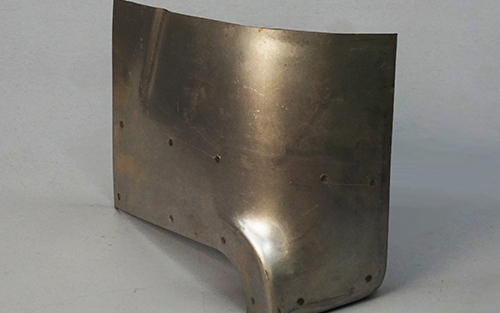
Here is the fender with both patch panels completed. If necessary, a little plastic filler can be used to fill any imperfections; then the fender is ready for priming and painting. A properly done repair like this should last decades.
